Benefits of μ-MIM®
What is μ-MIM®?
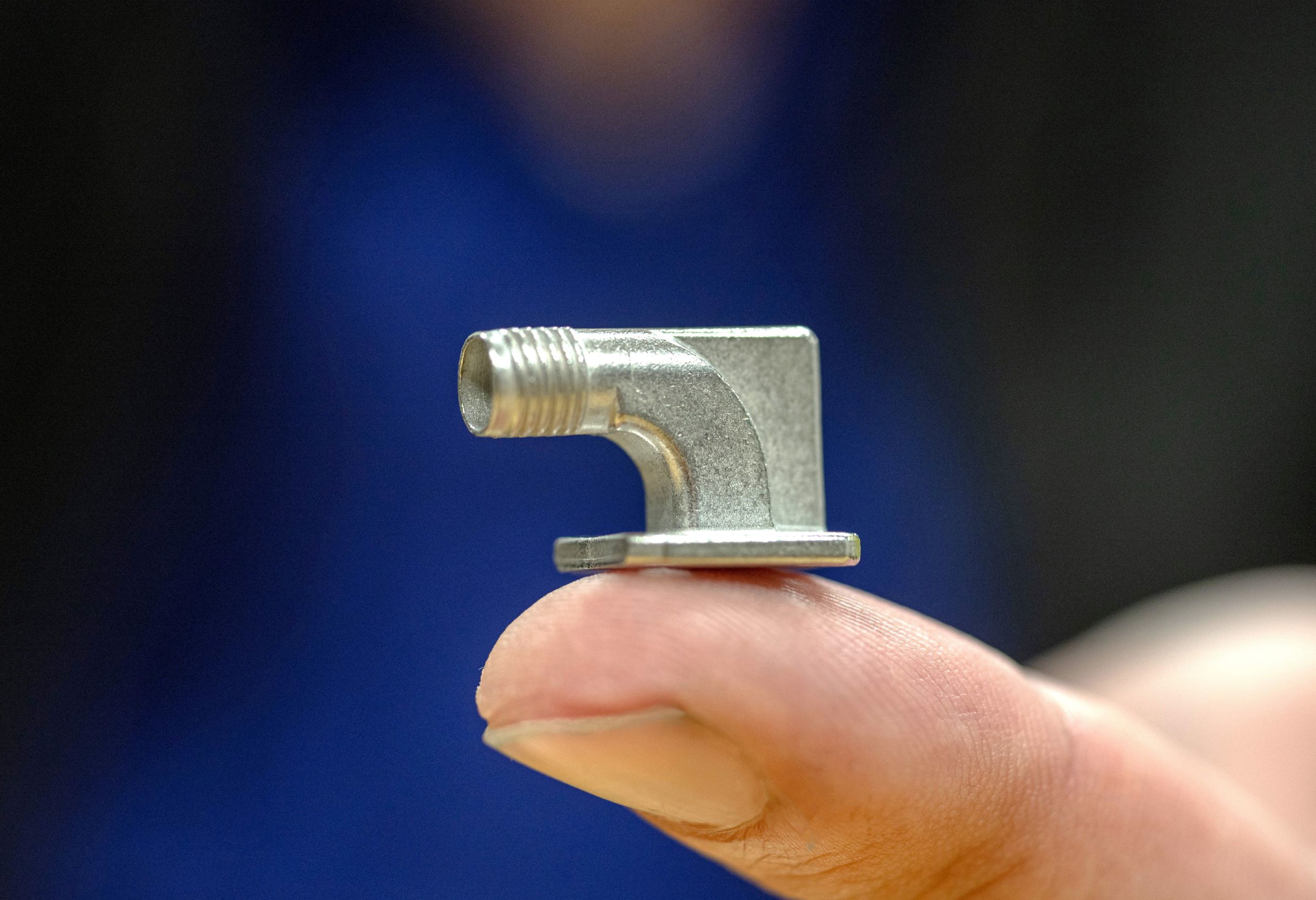
With our μ-MIM® technology we are producing parts that are impossible to manufacture by conventional MIM methods. We can produce parts with a partial wall thickness of 0.045mm available more for more than 30 materials in large quantities with high precision and high quality.
With over 50 years of experience in the industry and more than 25 years of research and development, μ-MIM® Europe is your trusted partner for medical components including parts for the semiconductor and precision industries.
With over 50 years of experience in the industry and more than 25 years of research and development, μ-MIM® Europe is your trusted partner for medical components including parts for the semiconductor and precision industries.
The 4 best reasons to manufacture high-precision components with μ-MIM®
01
High tolerance
The precision level of our μ-MIM® technology is almost identical to machining.
With over 25 years of developing our original μ-MIM technology, we achieved unprecedented tolerance satisfaction in an as-sintered state. In conventional MIM, the tightest tolerance is +/- 30 μm, while μ-MIM® achieves tolerances of +/- 10 μm.
μ-MIM® is a net-shape production technology with minimal post-processing, reducing the risk of tolerance deviations in 3D locations. Mass production and precision are μ-MIM® technology's unique strengths, helping your ideal metal part to be realized.
With over 25 years of developing our original μ-MIM technology, we achieved unprecedented tolerance satisfaction in an as-sintered state. In conventional MIM, the tightest tolerance is +/- 30 μm, while μ-MIM® achieves tolerances of +/- 10 μm.
μ-MIM® is a net-shape production technology with minimal post-processing, reducing the risk of tolerance deviations in 3D locations. Mass production and precision are μ-MIM® technology's unique strengths, helping your ideal metal part to be realized.

02
Material varieties
μ-MIM® offers you a broad range of materials tailored to your needs.
Based upon our knowledge and experience in plastic injection moulding we developed our original feedstock processing, complimented by our original binder.
Our R&D department developes new feedstock together with our customers, optimizing it for each part to stabilize its production. If the necessary materials are available its immediate usage for production is possible.
Please feel free to contact us if your needed material is not included.
Based upon our knowledge and experience in plastic injection moulding we developed our original feedstock processing, complimented by our original binder.
Our R&D department developes new feedstock together with our customers, optimizing it for each part to stabilize its production. If the necessary materials are available its immediate usage for production is possible.
Please feel free to contact us if your needed material is not included.
μ-MIM® experienced material (Trial included)
Stainless steel
304L, 316L, 17-4PH (630), 410L, 420J2, 440C
Titanium
Ti, Ti-6Al-4V
Copper
Cu, Cu-Ni
Nickel
Ni, Invar, Inconel
Magnetic
410L, Fe-3%Si, PB permalloy, Permendur
Tungsten
W-Ni-Cu, W-Cu, W-Co, W-Ni-Fe
Molybdenum
Mo-Ni
Precious metal
Au alloy, Ag alloy, Pt alloy, Ir alloy, Pd alloy
Other alloy
Kovar, SKD11, SCM440
03
Design freedom
Our 3D-μMIM® technology supports the freedom of design you have been enjoying by traditional MIM.
Developed with a focus on small and complex designs our μ-MIM® technology realises your products with minimal additional processing. Thus enabling us to produce complex features that would normally be impossible to demold.
Realizing an improved freedom of design exceeding by far that of traditional MIM.
With our μ-MIM® and 3D-μMIM® technologies we will help you to realise your parts that you thought were impossible to produce.
Developed with a focus on small and complex designs our μ-MIM® technology realises your products with minimal additional processing. Thus enabling us to produce complex features that would normally be impossible to demold.
Realizing an improved freedom of design exceeding by far that of traditional MIM.
With our μ-MIM® and 3D-μMIM® technologies we will help you to realise your parts that you thought were impossible to produce.
04
Stable mass production
While our quality control ensures dimensional and mechanical stability, the complexity of small metal parts requires an even stricter control of each production step as any early deviation can amplify in later stages.
The uniformity in our feedstock pellets is of the essence for small and complex metal parts as they might even be smaller than our feedstock.
Our tightly controlled production process – from feedstock preparation to sintering and final dimensional measurement – is carried out under the certified ISO 13485 quality assurance system.
The uniformity in our feedstock pellets is of the essence for small and complex metal parts as they might even be smaller than our feedstock.
Our tightly controlled production process – from feedstock preparation to sintering and final dimensional measurement – is carried out under the certified ISO 13485 quality assurance system.

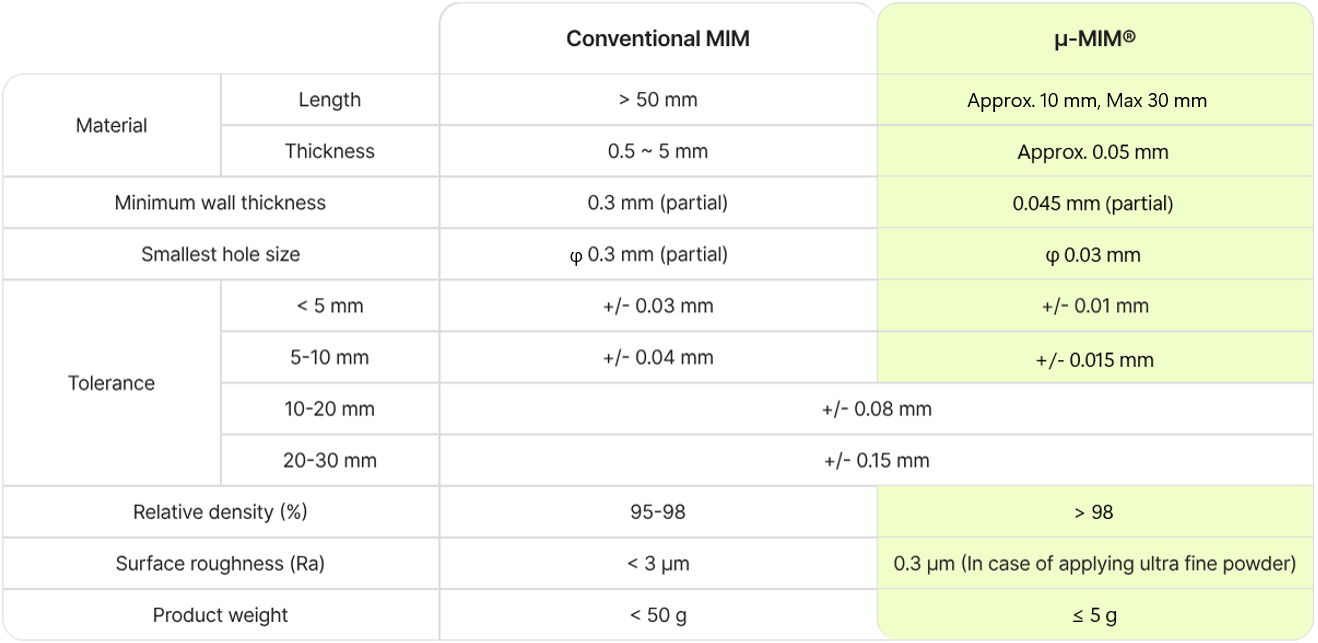
Differences between MIM and μ-MIM®



3D-μMIM® Technology
3D-µMIM® is our unique lost-core process that enables the mass production of components featuring complex geometries with hollow structures and undercuts that are difficult to fabricate when using conventional MIM or machining.
First, a sacrificial plastic mould (SP mould) is produced. Its product is placed into the mould that is requiering an undercut or a hollow structure. The SP will disintegrate during the sintering process resulting in your metal component being completed.

Sacrificial plastic mould

Metal feedstock injection

Degreasing and sintering

Sintered component
Free-form component examples with 3D-μMIM®
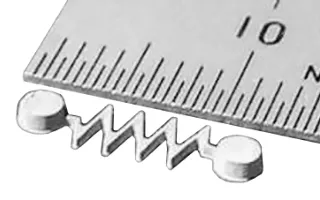
Zigzag spring

Inner curved flow

Hollow structure
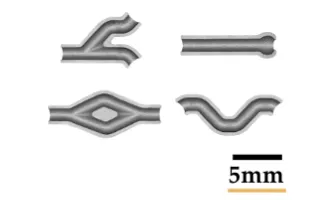
Micro pipe
Arrange a free consultation with one of our experts
We will gladly answer any questions and help you solve your technical challenges.